




Weinig Teknolojisi ile Pencere Üretimi

Günümüzde Piyasanın Durumu
Mevcut teknolojinin gerçek durumu, bireysel makinelerin çeşitliliği sebebiyle iş akışı sürekliliğini engelliyor. Lojistik, günümüzde artık yaygın olmayan seri üretime geçiyor.
Her zamankinden daha fazla esneklik ve büyük adetlerde aynı tip pencere taleplerinin azalması, günümüz makine hatlarındaki uzun süren kurulum süresi sorununu artırıyor. Bu sorun ayrıca yüksek personel giderlerine yol açıyor. Genel olarak ekonominin, birçok alanda giderek aşağıya doğru düşüşü söz konusudur. Bu bağlamda kısmen manuel çaba ile elde edilecek ürünün kalitesi ile ilgilidir. En son üretim teknolojisi ile bu soruna hızlı ve kapsamlı bir çözüm aranması gerekmektedir.
Yeni Üretim Konsepti Gereksinimleri
Pencere, binalarda enerji tasarrufunda önemli bir rol oynamaktadır. Örneğin: Avrupada Yasal Isı Geçirgenliği Yalıtım Değerleri uygulanmaktadır. Biz (Michael Weinig AG) Ahşap Pencere makine üreticisi olarak doğrudan etkilendik.
Bir yandan enerji verimli ürünler talep edilirken, diger taraftan pencere sistemi yaşam döngüleri hızla daraltılmaktadır. Bu nedenle hızlı değişime uyarlanabilecek esnek üretim şeklinin geleceği olabilir. Bu talebin efektif olarak uygulanabilmesi için, açık ve yüksek verimli CNC kontrollü Pencere üretim merkezlerine ihtiyaç var. Burada tek aşamasında pencere parçaları tam otomatik, komple işlenecek ve tutkallanarak çatma işlemi dışında tüm işlem bitirilecektir. Yenilikçi nesil üretim teknolojisi, müşterilerimiz arasındaki rekabeti önemli ölçüde artıracaktır. Küçük şiparişlerde, farklı pencere sistemlerinden seri üretime kadar tüm maliyetleri karşılayacak şekilde üretilebilecektir.
Pencere, giriş kapıları, sürgülü kapı, kasa bazlı pencere gibi örnekler, günümüz teknolojisi ile (köşe sistemleri) üretildiğinde donanım süreleri çok uzun olmakta (takım değişikliği) ve buna bağlı olarak da bıçak maliyetleride çok yüksektir. Tutkallanabilir pencere üretimi için tek tek birden fazla makineye ihtiyaç vardır. Bu yeni teknik ile aynı sürede sadece tek makine kullanın. Yeni monte edilen pencere ve kapı sistemlerindeki çeşitlilik sebebiyle bugüne kadar reddettiğiniz siparişleri gelecekte kabul edebileceksiniz.
Modern CNC tekniği ile maksimum esneklik yüksek otomasyonlarla kesişmiyor. Burada geçerli olan esnekliğin kapasiteden önce gelmesidir. İlk etapta sayıları artırmaya yönelik değil ama baskın gereksinimi ekonomik farklı pencere sistemleri artık birden çok sürümünü üretmek için. İlk etapta öncelik sipariş adedini arttırmak yerine, yoğun talep edilen farklı pencere sistemlerini günümüzdeki çeşitli varyasyonlarla ekonomik olarak üretebilmektir. Sistem çeşitliliği Avrupa’daki Enerji Tasarruf Politikasının sonucudur.
Uw değeri nedir?
Pencere Isı Geçirgenliği Yalıtımı Uw
Pencere ve cam kapılar için ısı buharlaşma katsayısı Uw genellikle standart pencere boyutu 1,23 m x 1,48 m olarak hesaplanır.
Küçük boyutlarda U-Değer sonuçları kötüdür. Büyük pencerede değerlerde daha iyi sonuçlar elde edilir. Bunun sebebi, camlamadaki U-Değerleri çerçeve materyaline kıyasla daha iyi olmasından kaynaklanır. Böylelikle büyük cam yüzeylerde daha iyi ısı yalıtımı elde edilmesi hedeflenir.
EnEV 2009 (Enerji Tassaruf düzenlemesine) göre normal camlamada Uw-Değeri 1,3 W/m2K değerlerinin aşılmaması gerekir.
Uw-Değer hesaplama formülü :
Isı Buharlaşma katsayısının belirlenmesi için aşağıdaki formül kullanılır:
Ug = Camın Isı geçirgenlik verimliliği
Uf = Kasanın Isı geçirgenlik verimliliği
ψg = Izole cam-kenar bağlantılı Isı geçirgenlik verimliliği
Ag = Camın görünür alanı
Af = Kasanın görünür alanı
Aw = Ag + Af
lg = Cam kenar yüzey uzunluğu (kenara bağlı)
(veya camın görünen çerçevesi )
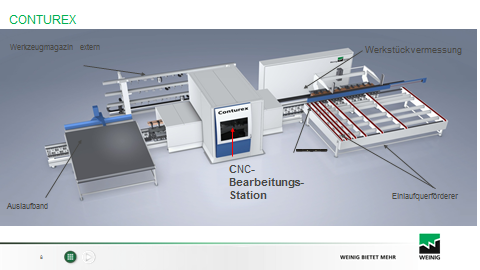
CNC İşlem Merkezi Conturex
Ekonomik gelişme
 CNC İşlem Merkezi -Conturex ile Pencere ve Kapı üretiminde, tamamen yeni bir üretim tekniği uygulanır. Conturex 4-5 Makinenin yaptığı işlemi tek geçişte son derece hassas, tam otomatik ve en esnek şekilde uygulayabiliyor.
CNC İşlem Merkezi -Conturex ile Pencere ve Kapı üretiminde, tamamen yeni bir üretim tekniği uygulanır. Conturex 4-5 Makinenin yaptığı işlemi tek geçişte son derece hassas, tam otomatik ve en esnek şekilde uygulayabiliyor.
Bilinen tüm köşe bağlantı türlerini işleyebilir (Baş-/Zıvana, Kontür-/Dübel, mekanik köşe bağlantıları veya yuvarlak zıvana bağlantıları), iç ve dış profilleri boyuna yönde işleme, delik açma, kanal açma, frezeleme artık sorun değil. Donanım teknolojisi ve işlem gerektiren mekanizma yerleri, köşeler, PVOT mekanizma profili, kilit kutuları, şerit delikleri, hatta kilitleme parçaları için imza delikleri bile aynı işlemde yapılır.
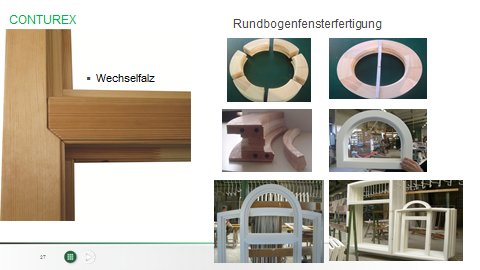
Yeni uygulamalar ve yenilikçi görsellik, kat değişimlerinde de ortaya çıkar. Burada tek ve aynı iş parçasına bir iç profil kanadı (cam takmak için) ve kasa profili kombine edilebilir.
Tüm açıların altına Universal mil ile frezelenerek, su olukları ve havalandırma delikleri alternatif açı agregatları ile açılabilir. Kuşak pencerelerden karmaşık kış bahçelerine kadar hiç bir talep Conturex için bir meydan okuma değildir.
Kayıt Kesiti Kuşak Pencere Kesitleri
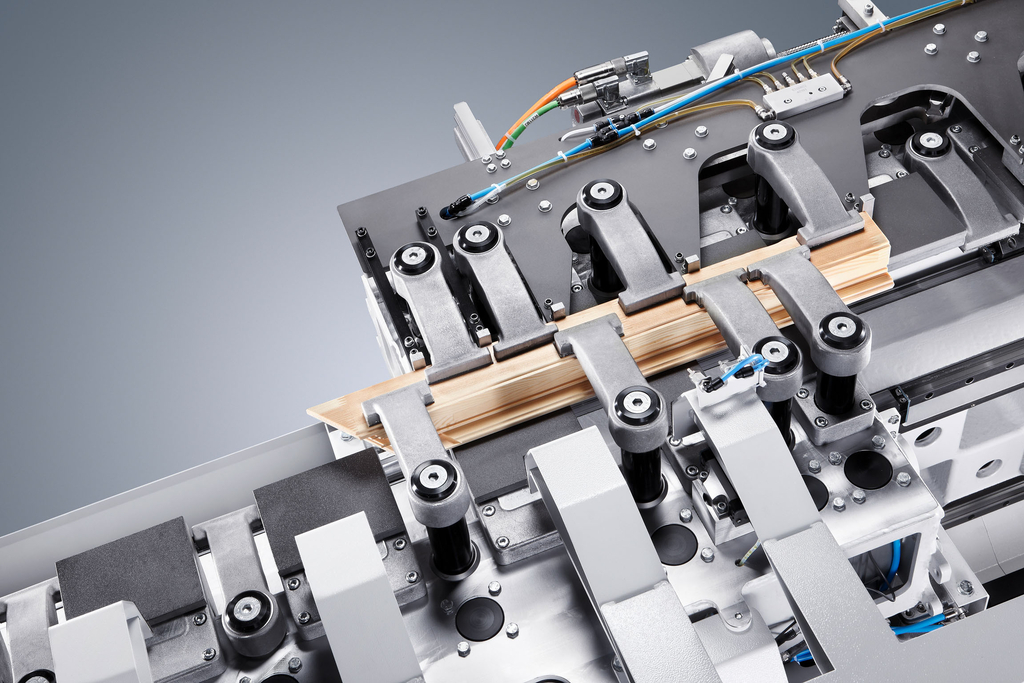
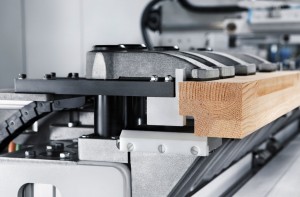
Ayrıca üretim süreci de tamamen yeni yöntemlerle seri üretim ve kasa bazlı üretim standartlar arasınd a. Tamamen farklı boyutlardaki genişlik, yükseklik ve uzunlukları benzersiz patentli tutucu tekniği olan “PowerGrip” tüm işlem esnasında hassas ve güvenli bir şekilde kavrar. Şablon, yardımcı sıkıştırma anahtarı veya başka cihazlara ihtiyaç yoktur.
a. Tamamen farklı boyutlardaki genişlik, yükseklik ve uzunlukları benzersiz patentli tutucu tekniği olan “PowerGrip” tüm işlem esnasında hassas ve güvenli bir şekilde kavrar. Şablon, yardımcı sıkıştırma anahtarı veya başka cihazlara ihtiyaç yoktur.
Bu sayede bir çok farklı ebatlardaki üretimlerde bile, takım değiştirmeksizin işlem yapmak mümkün. Bir parçanın verileri bir kez sisteme girişi yapılması ve üretilmesi halinde teorik olarak sonsuza kadar bu bilgiler çağrılabilir. Pencere parçasının 6 tarafı komple işlenir. Makinenin belli başlı avantajı tek parça üretimlerinde kanat frezelemeye ihtiyaç kalmamasıdır.
Conturex tam otomatik pencere ve kapı parça üretimini, hemen hemen hiç teknisyen müdahalesi gerektirmeden yapabilmektedir. Ayrıca 5 ayrı makinenin ile eşdeğerdir.